
OEE: qué es, cómo calcularlo y cómo mejorarlo en fábrica
El OEE (Overall Equipment Effectiveness) es el indicador clave para medir la eficiencia productiva en una fábrica. Permite analizar cómo de bien están funcionando los equipos industriales teniendo en cuenta tres factores fundamentales: disponibilidad, rendimiento y calidad.
A pesar de su popularidad, muchas empresas industriales calculan el OEE pero no lo utilizan correctamente.
El OEE no es solo un número.
Es una herramienta para entender dónde se pierde eficiencia en producción y cómo mejorarla.
Qué es el OEE (Overall Equipment Effectiveness)
Qué es el OEE (Overall Equipment Effectiveness)
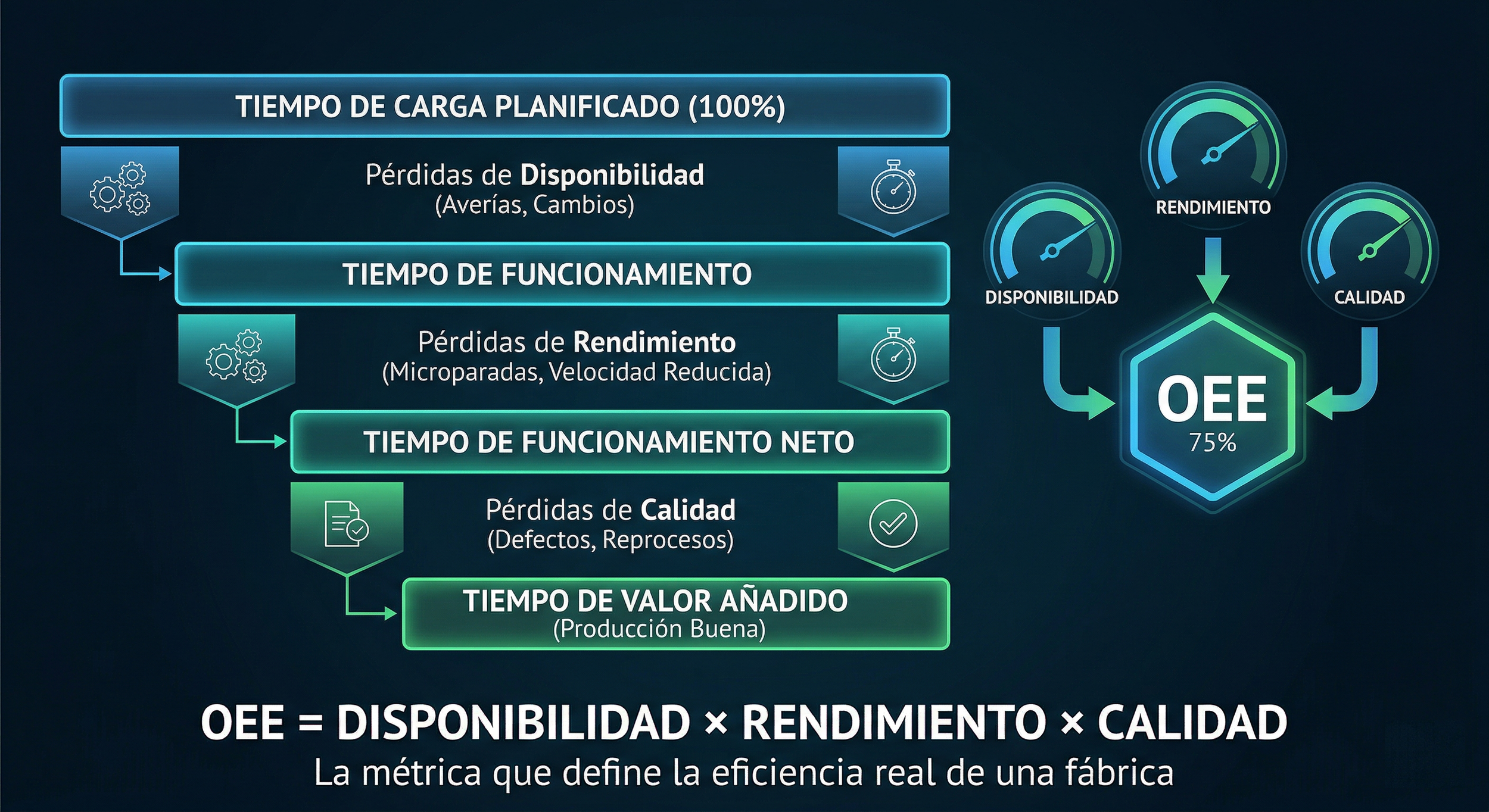
El OEE mide la eficiencia real de un equipo o línea de producción.
Se basa en tres componentes:
Disponibilidad: tiempo que la máquina está operativa
Rendimiento: velocidad real frente a la teórica
Calidad: porcentaje de producción válida
La fórmula es:
OEE = Disponibilidad × Rendimiento × Calidad
Este indicador permite identificar pérdidas en el proceso productivo y es uno de los principales indicadores de producción en industria 4.0.
Cómo calcular el OEE (con ejemplo)
El cálculo del OEE es sencillo en teoría, pero complejo en la práctica si los datos no son fiables.
Fórmula del OEE
OEE = Disponibilidad × Rendimiento × Calidad
Ejemplo práctico
Disponibilidad: 90%
Rendimiento: 95%
Calidad: 98%
OEE = 0,90 × 0,95 × 0,98 = 83,79%
Cómo calcular cada factor
Disponibilidad
Disponibilidad = Tiempo operativo / Tiempo planificado
Tiene en cuenta:
Averías
Cambios de formato
Paradas no planificadas
Rendimiento
Rendimiento = Producción real / Producción teórica
Incluye pérdidas por:
Microparadas
Reducción de velocidad
Calidad
Calidad = Producción buena / Producción total
Incluye:
Defectos
Reprocesos
Las 6 grandes pérdidas del OEE
El OEE se basa en identificar las principales fuentes de ineficiencia.
Estas son las 6 grandes pérdidas:
Averías
Cambios y ajustes
Microparadas
Reducción de velocidad
Defectos
Arranque / puesta en marcha
Estas pérdidas representan los puntos críticos donde se destruye eficiencia en una fábrica.
El gran error: usar el OEE solo como indicador
Uno de los errores más habituales es utilizar el OEE como un KPI de reporting:
Se calcula al final del turno
Se analiza en reuniones
Se reporta a dirección
Pero no se utiliza para actuar.
El resultado es un indicador que describe el pasado…
pero no mejora el presente.
El OEE no es un KPI, es un sistema de diagnóstico operativo.
OEE en tiempo real vs OEE histórico
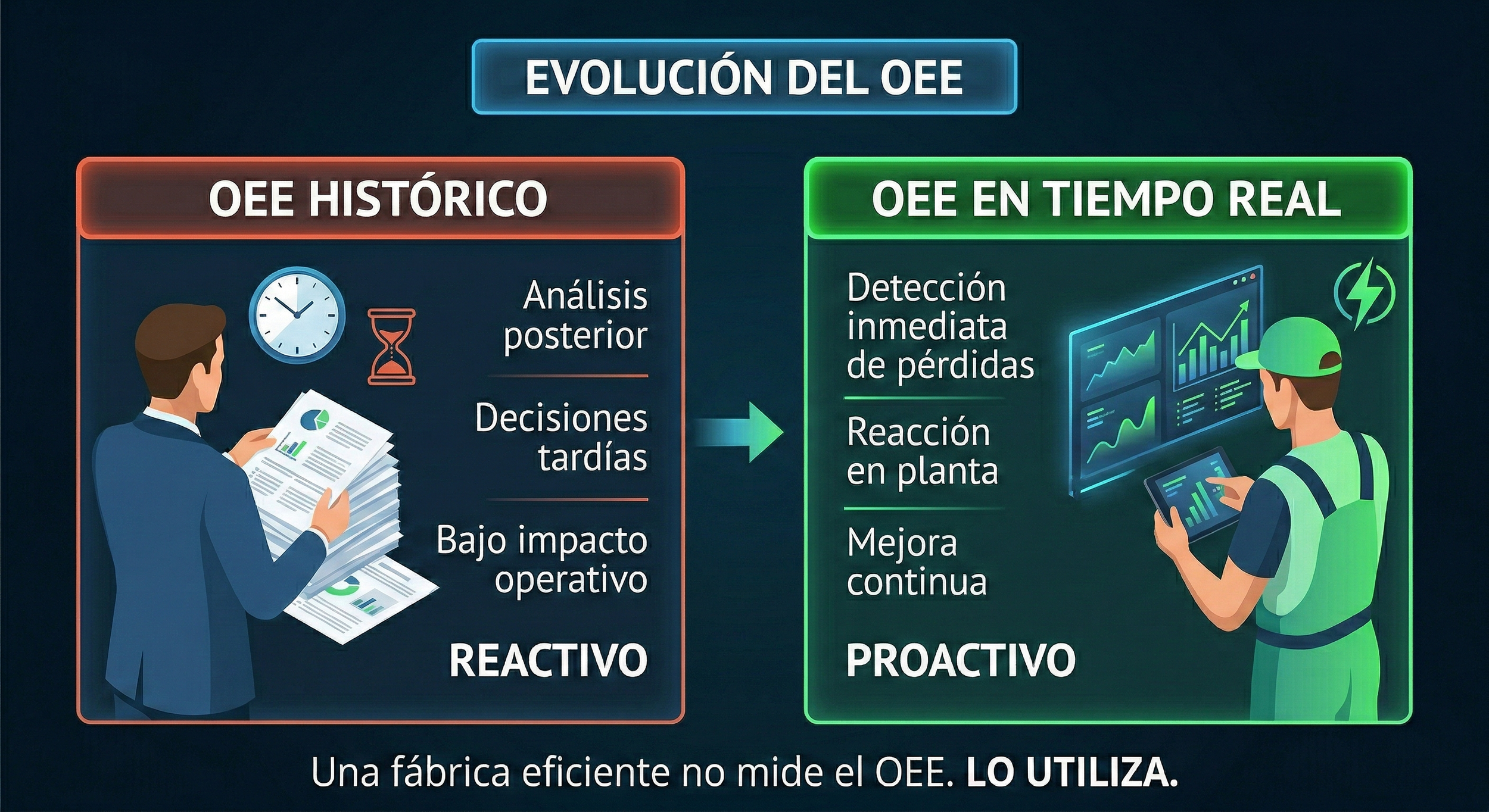
OEE histórico vs. OEE en tiempo real
OEE histórico
Análisis posterior
Decisiones tardías
Bajo impacto
OEE en tiempo real
Detección inmediata de pérdidas
Reacción en planta
Mejora continua
Las fábricas más avanzadas trabajan con OEE en tiempo real, no con informes históricos.
El problema de los datos en el OEE
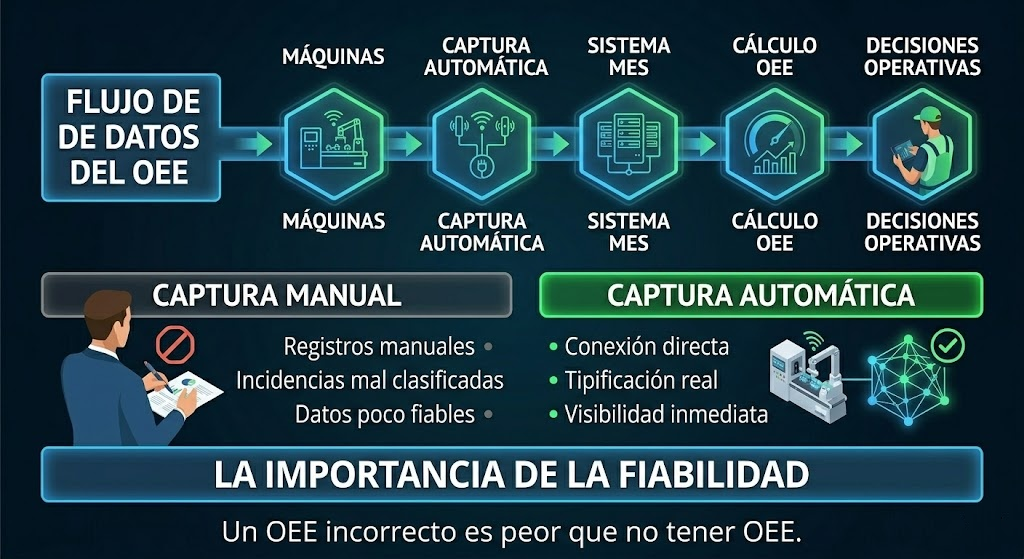
Flujo de datos en el OEE
El mayor problema en el cálculo del OEE no es la fórmula.
Son los datos.
En muchas plantas:
los datos se introducen manualmente
las incidencias están mal clasificadas
los tiempos no son fiables
Esto genera:
decisiones erróneas
falsa sensación de control
dificultad para mejorar
Un OEE incorrecto es peor que no tener OEE.
Cómo mejorar el OEE en una fábrica
Mejorar el OEE no consiste en “subir un número”.
Consiste en eliminar pérdidas.
Algunas acciones clave:
mejorar la captura de datos
clasificar correctamente incidencias
reducir tiempos de parada
optimizar la velocidad de producción
reducir defectos
Pero sobre todo:
hacer visibles las pérdidas en tiempo real
El papel del MES en el OEE
Aquí es donde los sistemas MES juegan un papel fundamental.
Un Sistema MES permite:
capturar datos automáticamente desde máquinas
eliminar registros manuales
calcular el OEE en tiempo real
analizar pérdidas de producción
integrar producción, calidad y mantenimiento
Puedes ampliar más sobre esto en nuestro artículo sobre Sistema MES y control de producción.
Cómo SkyMES (Metalya) ayuda a mejorar el OEE
Soluciones como SkyMES, desarrollada por Metalya, permiten convertir el OEE en una herramienta operativa real.
Principales capacidades:
Captura automática de datos
Conexión directa con máquinas y sensores.
OEE en tiempo real
Visualización continua del rendimiento de equipos.
Gestión de incidencias
Clasificación estructurada de paradas y pérdidas.
Análisis avanzado
Relación entre producción, calidad y mantenimiento.
Trazabilidad de la eficiencia
Identificación precisa de dónde se pierde rendimiento.
El OEE deja de ser un indicador de reporting y se convierte en una herramienta de mejora continua.
Tabla resumen del OEE
Disponibilidad → tiempo operativo → paradas
Rendimiento → velocidad → microparadas
Calidad → producción válida → defectos
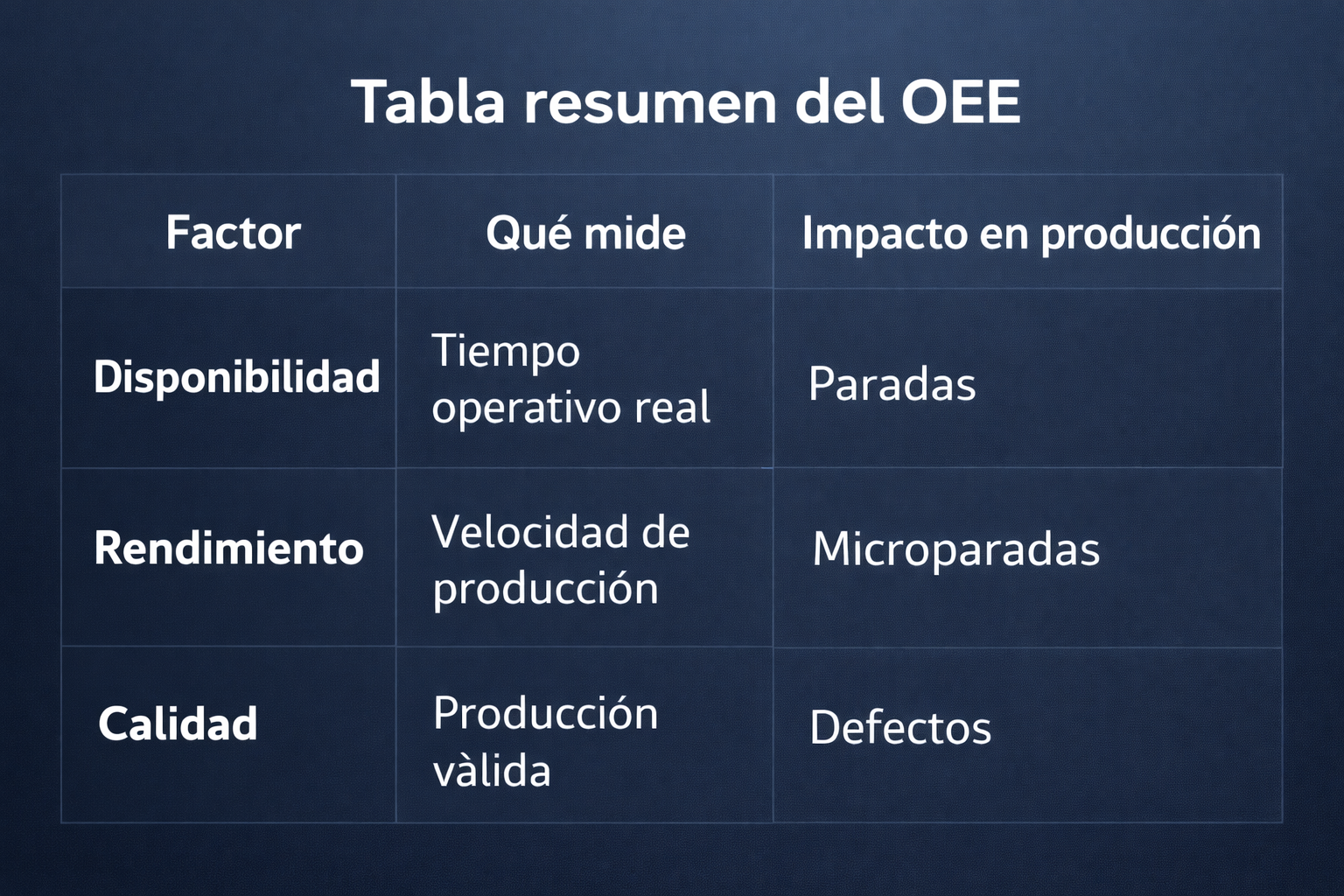
Factores del OEE y su impacto en la eficiencia productiva
Preguntas frecuentes sobre OEE
¿Qué es un buen OEE?
Un OEE del 85% se considera de clase mundial, aunque depende del sector industrial.
¿Por qué es bajo el OEE?
Normalmente por pérdidas en disponibilidad, rendimiento o calidad.
¿Se puede mejorar el OEE sin MES?
Sí, pero está limitado por la calidad de los datos y la capacidad de análisis.
¿Qué significa OEE en industria?
Es el indicador que mide la eficiencia global de los equipos productivos.
Conclusión
El OEE es mucho más que un indicador.
Es una herramienta para entender cómo funciona realmente una fábrica.
Pero solo aporta valor cuando:
Los datos son fiables
Se mide en tiempo real
Se integra en la operación
Se utiliza para tomar decisiones
Las empresas que entienden esto no solo mejoran su OEE.
Mejoran su forma de operar.